关键词 |
钢丝绳芯输送带接头胶料 |
面向地区 |
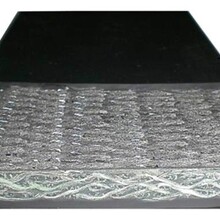
钢丝绳芯输送带接头胶料薄芯胶片的使用
有的橡胶厂说明书上有钢丝绳上包芯胶薄胶片的工艺过程。如,中南橡胶厂。使用方法:将刷好胶浆的钢丝绳包复一层芯胶胶片,此胶片为特制,其厚度为1.0-1.5mm。对钢丝绳间距较小的钢丝绳,为防止搭接时造成困难,可以只包一个上的钢丝绳。包好胶片后,即可将两个头的钢丝绳按规定的形式尺寸排列好,然后在其上下两面各贴一层芯胶片。其目的在于钢丝绳的平均有效间距,同时固定钢丝绳排列均匀一致,提高硫化接头强度,建议大家采用。
钢丝绳芯输送带接头胶料
(一)钢丝绳芯输送带接头胶料硫化时升温要连续,整个升温时间应不超过50分钟。
(二)钢丝绳芯输送带接头胶料硫化过程中由于胶质软化后胶料凸凹互补以及加压渗水等原因,压力会不断下降。因此,不断补充压力以保持压力恒定。
(三)钢丝绳芯输送带接头胶料硫化后冷却过程采用自然冷却,严禁采用往硫化器上浇水强制冷却的办法。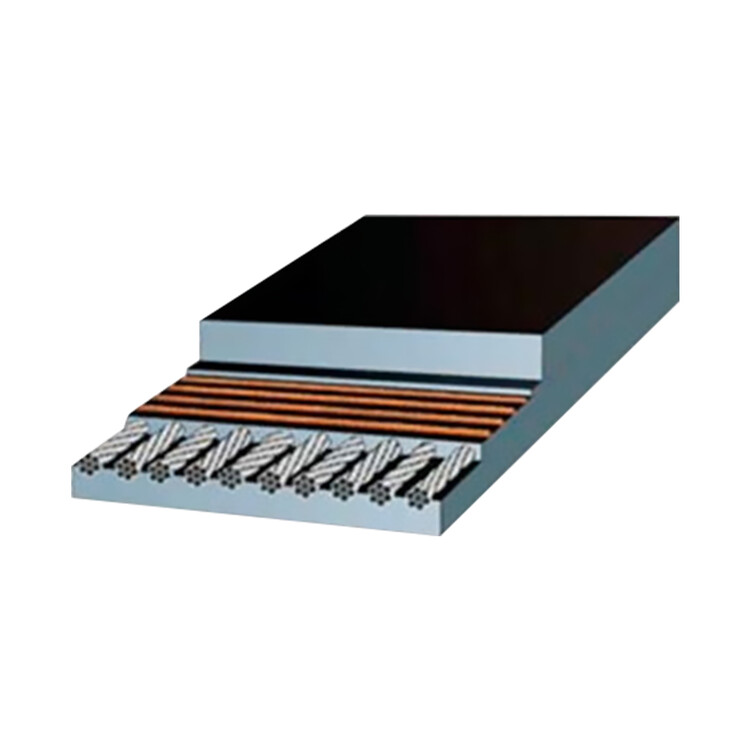
钢丝绳芯输送带接头胶料清理现场及试运行
撤除硫化机后,接头工作即告结束。当钢丝绳芯输送带接头胶料温度下降到环境温度时,方可拆除固定皮带的卡子,张紧皮带,现场清理干净后方可试运行。试运行时人员远离皮带,观察人员要站在安全位置。试车时间不低于30分钟,试车时密切注视皮带运转情况,皮带跑偏等情况后及时处理。一切正常后即可部分恢复生产,满载运行好在接头硫化24小时之后开始。
钢丝绳芯输送带接头胶料:钢丝绳芯输送带接头胶料胶料包括复盖胶(面胶),芯胶和胶浆。为硫化接头质量,钢丝绳芯输送带接头胶料胶料一般应选用原皮带厂胶料。若采用其它厂的钢丝绳芯输送带接头胶料胶料,事先做一个硫化接头送部门进行抗拉强度测试,符合要求后方可使用。
钢丝绳芯输送带接头胶料硫化场地的选择
钢丝绳芯输送带接头胶料硫化接头地点要选择在峒室(巷道)宽敞平坦、运输便利、风速小、空气中湿度小、温度低、煤尘少的地方。钢丝绳芯输送带接头胶料硫化接头班应对硫化点前后20米的巷道进行冲尘处理,并尽可能的在硫化点上方搭建一掩棚。严禁在顶板破碎、淋水、煤尘大、风速大、湿度大的地方硫化接头。
钢丝绳芯输送带接头胶料
1、质量优,接头胶料生产中选用的原材料,配方经过多次优化,生产各个环节都有设备与人员进行操作,了接头胶料的品质与稳定。
2、保质期长,常温20-25℃范围内存放保质期六个月,冷藏4-7℃范围内存放保质期十二个月。