





关键词 |
注塑机快速换模系统 |
面向地区 |
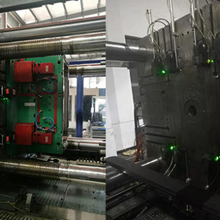
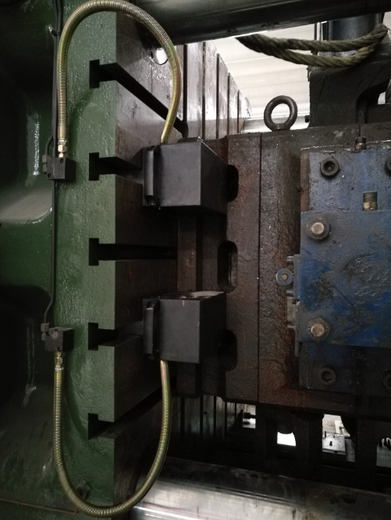
钥匙开关控制;换模状态与注塑状态切换采用钥匙开关,退磁操作设计成“退磁+锁定”双按钮,两个按钮只有同时按下时,退磁操作才有效,防止误操作的产生,注塑状态下,充退磁操作完全无效。
换模时间
换模时间是指介于一个生产作业(Production Run)的后一件合格品和下一个生产作业的首件合格品之间的时间。
在生产中,可以将换模时间定义为:从品种后一个合格产品,到下一品种第—个合格产品之间的时间间隔。从成本的角度讲,这部分时间是没有产出价值的时间,所以需要尽可能地缩短,以减少浪费。从图可以看出,换模时间主要由4部分组成:准备时间,换模操作时间,调整时间,整理时间。
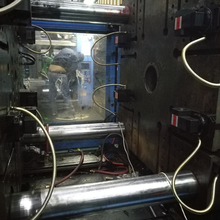
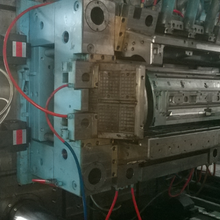
注塑机在更换模具时,常需要耗费大量的人力及时间,不仅造成生产成本的提高,也降低产出的效率。快速换模系统操作简便,仅需透过操作控制箱上的按钮便可快速更换模具与夹紧模具,大幅降低换模时间。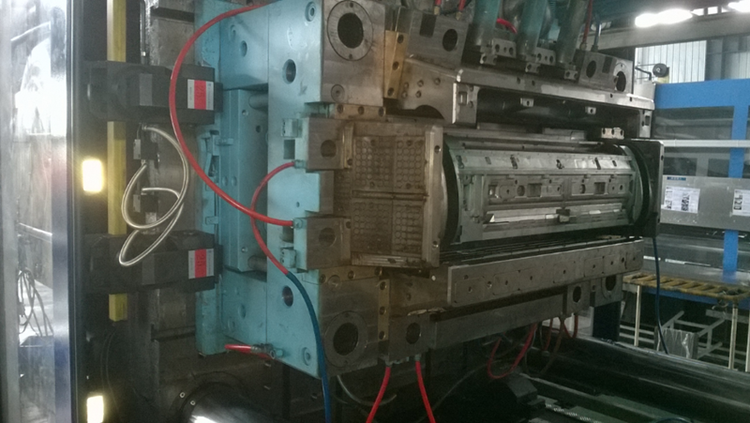
在家电行业,电子行业、汽车行业大量使用注塑机进行外壳零件的加工,注塑机的模具更换是一件很麻烦、很容易出工伤事故的事情。传统的模具固定方式,不但费时费力,而且存在重大安全隐患。 电永磁快速换模系统使模具装卸时间节约,特别适合当前“多批少量”的生产模式,大大地提升企业竞争能力,做到安全、快速、准时交货,提高生产效率,避免工伤事故的发生和模具的碰撞损坏,降低生产成本,节约生产时间。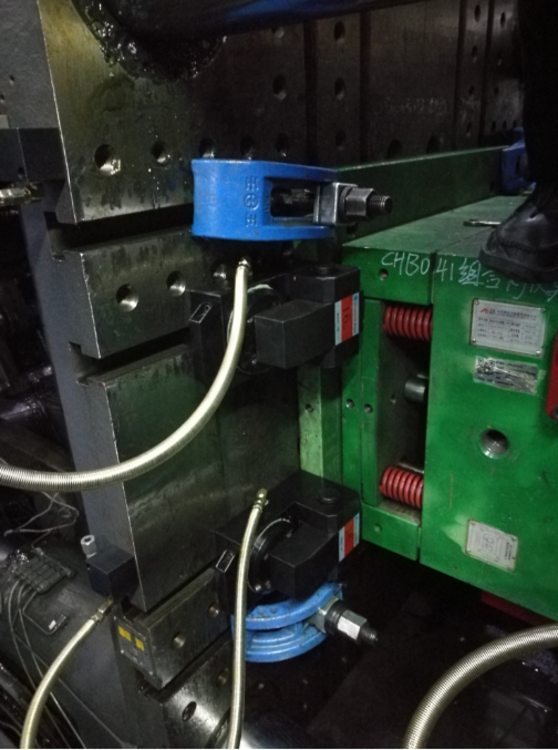
传统企业如何进行高速换模应做到管理的信息准确化
班组负责人对设备编写《生产计划排产表》,分别交给移动岗负责人、下料班组负责人,移动岗员工根据排产的顺序和时间及时准确的准备相应 的物料和模具,下料班组根据计划安排准确的准备相应的物料,
从而使各环节信息流畅,节省了时间,也了设备切换的顺利进行。
调整时间尽量减短
动手调整之前应明确需要调整的是什么,例如是石村调整还是位置挪移。接着分析调整原因,要注意具体问题具体分析。此外还要分析操作的熟练程度与效果之间的关系,以期寻找对策,改善方式方法,提高成功率。
当然企业还是要根据自身现场的设备状况和工艺条件探索更适合自身使用的方法。
宁波本地注塑机快速换模系统热销信息